Food Grade Diaphragm Pumps for Demanding Applications
KNF provides safe and efficient food grade pumps for the food and beverage industry that meet stringent hygiene standards.
Ensuring Safety and Hygiene With Food Grade Diaphragm Pumps
Maintaining high hygiene and efficiency standards is crucial in the food and beverage industry. Food grade diaphragm pumps from KNF are designed to meet these needs, providing reliable and safe solutions for transferring gases, liquids, and mixed media. Made from materials that comply with food safety regulations, these pumps ensure that products remain pure and safe for consumption.
Customization and Material Integrity
Food grade diaphragm pumps can be made from different materials that adhere to specific food safety regulations, ensuring that no contamination occurs. They are designed to withstand exposure to detergents and sanitizers, maintaining their performance and integrity over time. This versatility makes them ideal for a wide range of applications, including the transfer of many different beverages. Through our modular system we can design the pump head, valves, and diaphragm with different material options to ensure compatibility. This includes materials such as EPDM, PTFE, FFKM, and 316 stainless steel.
Maximizing Food Safety and Operational Efficiency
Meeting international food safety standards, food grade diaphragm pumps provide a high level of product integrity. They offer reliable and consistent performance, which is crucial for optimizing production processes. These pumps are also cost-effective, helping to reduce maintenance costs and downtime, thereby improving overall operational efficiency.
Food and Beverage Pump Applications
Food grade diaphragm and swing piston pumps are used in a variety of applications, including beverage and coffee machines, analysis, diagnostics, and cleaning processes. They are essential for tasks such as dosing food, conducting Kjeldahl analysis (a chemical analysis technique to determine the total nitrogen content in organic and inorganic samples), operating milk analyzers, generating milk foam, transferring coffee, and making cream. Additionally, they play a key role in cleaning combi ovens and industrial dishwashers.

KNF Food Grade Diaphragm Pumps Meet Hygiene and Safety Regulations
KNF diaphragm and swing piston pumps offer several advantages. They comply with legal regulations and can be made to resist almost all chemicals used in the food and beverage industry. In addition, they operate oil-free by design and are leak-tight. Their versatility allows them to handle various applications, ensuring no contamination and maintaining performance over time. When used as liquid pumps, they are self-priming and can run dry without problems.

Built to Last:
High-Quality Components
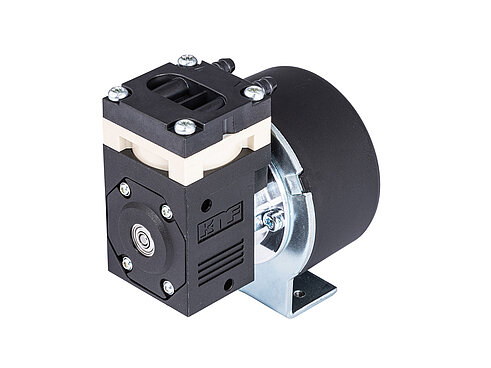
Food grade diaphragm pumps are built with high-quality components and withstand the rigorous demands of the food and beverage industry. They provide consistent performance and a long service life, ensuring durability and reliability. To ensure maximum reliability, each KNF pump is tested before shipping. If required, the testing conditions and methods can be tailored to our customers’ needs.




Get your customized pump
Customers benefit from KNF’s modular design and expertise from KNF engineers to solve application specific needs. The pump head, valves and diaphragm, as well as the mechanical pump parts and motor can be customized based on individual requirements. Our customized solutions are based on more than 100 standard pump types. Through the modular systems we create flexible and cost-effective pump designs for any batch size. All KNF solutions are inspected and tested before delivery to ensure the highest quality for your food and beverage application